

گاز محافظ در جوشکاری TIG فولادهای زنگ نزن
فولادهای زنگ نزن معمولا از گاز خالص آرگون (99.99%) بعنوان گاز محافظ استفاده میشود. در کاربردهای خاص که ناخالصیها باید در حد بسیار کم باشند ممکن است از گاز آرگون خالصتر (99.995%) استفاده شود. افزودن هلیوم (تا ۳۰٪) یا هیدروژن (تا ۲٪) باعث افزایش انرژی قوس ٫ ازدیاد نفوذ جوش و تولید گرده جوشی با سطح صافتر میگردد. با اینکار میتوان سرعت جوشکاری را تا ۵۰٪ افزایش داد.
در جوشکاری فولادهای زنگ نزن نیتروژن دار مانند S32205 یا S31254 افزودن ۲٪ نیتروژن به گاز محافظ دارای مزایایی میباشد. این ترکیب گازی در مقایسه با آرگون خالص باعث بهبود مقاومت خوردگی (شکل ۱) میشود. افزودن مقدار نیتروژن بیش از ۲٪ مقاومت حفره ای شده را افزایش میدهد اما باعث افزایش سایش الکترود تنگستن نیز میشود. لذا افزایش بیش از ۲٪ نیتروژن در اغلب موارد توصیه نمیگردد.
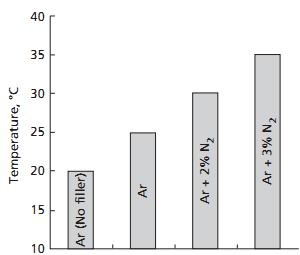
شکل ۱- دمای بحرانی حفره ای شده در فولاد S32205 جوشکاری شده بروش TIG
جدول زیر لیست گازهای محافظ معمول در جوشکاری TIG فولادهای زنگ نزن متداول را نشان میدهد.
|
فلز پايه |
گاز محافظ |
|
فولادهای فريتی و مارتنزيتی |
Ar يا Ar+30%He |
|
فولادهای آستنيتی استاندارد مانند ۳۰۴ و ۳۱۶ |
Ar يا Ar+30%He يا Ar+2%H2 |
|
فولادهای کاملا آستنيتی مانند S31254 |
Ar يا Ar+2%N2 يا Ar+30%He+2%N2 |
|
فولادهای دوپلکس مانند S32205 و S32750 |
Ar يا Ar+2%N2 يا Ar+30%He+2%N2 |
|
آلياژهای پايه نيکلی مانند ۶۲۵ و ۸۰۰ |
Ar يا Ar+30%He |
چند نکته کاربردی:
-
جريان گاز در جوشکاری TIG دستی فولادهای زنگ نزن l/min 4-8 ميباشد.
-
جريان گاز در جوشکاری TIG اتوماتيک بيشتر بوده و تا l/min 15 ميرسد.
-
در صورت استفاده از نازلهای با قطر بالا٫ جريان گاز بايد در قسمت بالايی محدوده مجاز انتخاب شود.
-
کمتر و يا بيش از حد بودن جريان گاز٫ ميتواند باعث ايجاد تخلخل در جوش شود.
-
جوشکاری TIG نسبت به وزش باد حساس است. هنگام جوشکاری در فضاهای باز مثلا سايت و يا سالنهای بزرگ آزاد بايد محافظت مناسبی در برابر باد ايجاد گردد.
منبع: AVESTA Welding Manual
اگر این مطلب را مفید یافتید در صورت تمایل میتوانید از پایگاه علمی مهندسی جوش حمایت کنید:
حامیان پایگاه




