

این مطلب در مجله صنعت جوش شماره ۱۱- بهمن و اسفند ۱۳۸۵ به چاپ رسیده است.
جوشکاری قوسی آلومينيوم به فولاد
جوشکاری ذوبی آلومینیوم به فولاد یکی از فرآیندهای پیچیده و دشوار در مبحث جوشکاری میباشد. از جمله مشکلات این عملیات میتوان به موارد ذیل اشاره کرد:
– اختلاف فاحش دمای ذوب آلومینیوم و فولاد٫ ایجاد حوضچه جوش مناسب را مشکل میسازد.
– با توجه به حرارت ورودی بالا در جوشکاری ذوبی٫ تفاوت قابل ملاحظه ضریب انبساط و هدایت حرارتی آلومینیوم و فولاد باعث ایجاد تنشهای بالا و بسیار پیچیده در ناحیه اتصال میگردد.
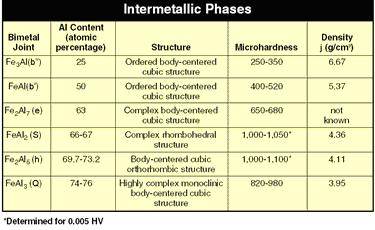
– با توجه به اختلاف ساختار ایندو فلز (فولاد با ساختار BCC و آلومینیوم با ساختار FCC ) در اثر انحلال آنها در یکدیگر٫ فازهای بین فلزی تردی با سختی بالا (گاها تا بیش از 1000HV) تشکیل میگردد که باعث ایجاد ترک در جوش میشود (جدول زیر).
– قابلیت ترکنندگی آلومینیوم روی سطح فولاد کم بوده و باعث کاهش قابلیت امتزاج ایندو میگردد.
با توجه به موارد فوق برای اتصال آلومینیوم به فولاد اغلب استفاده از فرآیندهای غیر ذوبی مانند جوشکاری اصطکاکی٫ انفجاری و یا آلتراسونیک ترجیح داده میشود. اما به هر حال در بسیاری موارد به دلیل محدودیتها و شرایط کاری٫ استفاده از جوشکاری ذوبی اجتناب ناپذیر میگردد. در اینگونه موارد میتوان یکی از روشهای زیر را به منظور جوشکاری آلومینیوم به فولاد استفاده نمود:
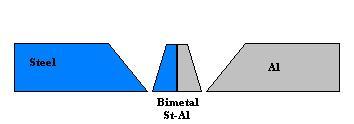
# استفاده از مغزی زوج فلز (Bimetal): در این روش بین دو سطح اتصال از یک مغزی زوج فلز آلومینیوم-فولاد استفاده شده بطوریکه سطح فولادی مقابل قطعه فولادی و سطح آلومینیومی مقابل قطعه آلومینیومی قرار میگیرد (شکل زیر) در نتیجه هر یک از ایندو فلز به فلز مشابه خود و با فرآیند مناسب مربوط به خود جوشکاری میگردد.
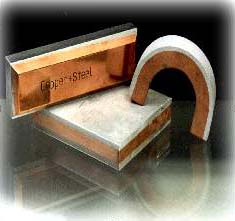
زوج فلزها قطعاتی تشکیل شده از دو قطعه با جنس مختلف هستند که توسط فرآیند جوشکاری انفجاری یا اصطکاکی به هم متصل شده اند. این قطعات بصورت آماده و در ابعاد و اشکال مختلفی وجود دارند. از جمله ورق٫ رینگ٫ پولک و … (شکل زیر).
# استفاده از پوشش: در این حالت به روشهای مختلف روی سطح قطعه فولادی در ناحیه اتصال را با آلومینیوم پوشش میدهند. این پوشش میتواند به روش آبکاری٫ روکش کاری (Cladding) و یا غوطه وری (Hot Dipping) ایجاد گردد. در این حالت سطح قطعه فولادی تبدیل به آلومینیوم شده و میتوان ایندو را به کمک فرآیند جوش قوس تنگستن (TIG) به یکدیگر جوشکاری کرد. در این حالت باید قوس روی سطح قطعه آلومینیومی متمرکز باشد تا حرارت ورودی ناشی از قوس باعث ذوب سریع و از بین رفتن پوشش آلومینیومی و در تماس قرار گرفتن سطح فولاد با ذوب آلومینیوم نگردد.
# استفاده از لایه میانی: در این روش نیز مانند روش قبل سطح قطعه فولادی را در ناحیه اتصال با استفاده از فرآیند جوشکاری یا لحیمکاری پوشش میدهند. معمولا پوششهای ایجاد شده در این روش از جنس آلیاژی و با قابلیت جوشکاری به آلومینیوم مناسب میباشند. مزیت این روش به روش قبل اتصال قویتر و همچنین آزادی عمل بیشتر حین جوشکاری بدلیل ضخیم تر بودن پوشش ایجاد شده میباشد. دو روش اجرایی در این حالت در ادامه آورده شده است:
۱- ایجاد یک لایه میانی بروش لحیمکاری با استفاده از سیم لحیم نقره با درصد بالای نقره روی سطح فولادی و سپس جوشکاری TIG این قطعه به قطعه آلومینیومی با استفاده از سیم جوش آلومینیومی مناسب (آلومینیوم و نقره در یک محدوده معین تشکیل محلول جامد میدهند).
۲- ایجاد یک لایه میانی با استفاده از فرآیند TIG و سیم جوش ER Cu Al-A1 روی سطح قطعه فولادی و سپس جوشکاری آن با استفاده از فرآیند قوس دستی (SMAW) و سیم جوش S-AL Si 12 به قطعه آلومینیومی بصورت DCEP . در این روش پیشگرمی معادل ۲۵۰ تا ۳۰۰ درجه سانتیگراد مورد نیاز است.
اگر این مطلب را مفید یافتید در صورت تمایل میتوانید از پایگاه علمی مهندسی جوش حمایت کنید:
حامیان پایگاه




