

این مقاله قبلا در فصلنامه صنایع مفتولی ایران ، شماره 18-20 بهار و تابستان 1388 به چاپ رسیده است.
الکترودهای تنگستن تریوم دار
مقدمه:
الكترودهاي تنگستن تريوم دار حدود پنجاه سال پيش بعنوان جايگزيني براي الكترودهاي تنگستن خالص، معرفي شدند. اين الكترودها در بسياري جهات از الكترودهاي تنگستن خالص بهتر هستند. ظرفيت انتقال جريان آنها 20% بالاتر، طول عمرشان بيشتر و مقاومت در برابر جذب آلودگي و ناخالصي در آنها قويتر است.در اين نوع الكترودها استارت قوس راحت تر و قوس حاصله نسبت به ديگر الكترودها پايدارتر است. الكترود تنگستن تريوم دار در مقايسه با الكترود تنگستن خالص در دمايي درست زير دماي ذوب عمل ميكند. اين امر باعث كاهش قابل توجه در مصرف الكترود حين جوشكاري و در نتيجه تا حد زيادي حذف انحراف قوس در اثر كروي شدن نوك الكترود تنگستن ميگردد.
انواع الكترودهاي تنگستن تريوم دار:
جهت جلوگيري از بروز اشتباه در شناسايي اين الکترود ها و ساير الکترود هاي تنگستني ، آنها داراي کد بندي رنگي هستند. دو نوع الکترود تنگستن تريوم دار بر اساس دسته بندي AWS در بازار رايج است . الکترود هاي EWTh-2و EWTh-1 . اين الکترود ها شامل 1و2 درصد اکسيد تريوم (تريا- Tho2) هستد که به نسبت مساوي در تمام طول الکترود پراکنده شده اند. گروه EWTh-3 منسوخ شده الکترود هاي تنگستن ميباشد . اين الکترودها داراي قطعات طولي يا محوري شامل 1 تا 2 درصد اکسيد تريوم ميباشند كه در مجموع درصد اكسيد تريوم در كل الكترود را به 0.355-0.55% ميرسانند. از آنجايي كه كيفيت كارايي الكترودهاي تنگستن تريوم دار به شدت به يكنواختي ساختار الكترود و توزيع متناسب ذرات اكسيد در آن بستگي دارد، كيفيت كارايي الكترودهاي EWTh-3 نسبت به دو نوع الكترود ديگر كمتر ميباشد. با پيشرفت هايي که در زمينه پودرهاي آهني و صنايع متالوژيکي صورت گرفته ، اين نسل از الکترود منسوخ شده است و ديگر کاربرد خاصي در صنعت ندارد. البته بر اساس استاندارد اروپايي EN 26848 انواع ديگري نيز از الكترودهاي تريوم دار وجود دارد. جدول 1 تركيب شيميايي الكترودهاي تنگستن تريوم دار را نشان ميدهد.
جدول 1- تركيب شيميايي انواع الكترودهاي تنگستن تريوم دار
|
كد الكترود بر اساس AWS |
كد الكترود بر اساس EN 26848 |
درصد اكسيد تريوم |
كد رنگي |
|
EWTh-1 |
WT10 |
0.8-1.2% |
زرد |
|
EWTh-2 |
WT20 |
1.7-2.2% |
قرمز |
|
– |
WT30 |
2.8-3.2% |
بنفش |
|
– |
WT40 |
3.8-4.2% |
نارنجي |
|
EWTh-3 |
WT4 |
0.35-0.55% |
آبي روشن |
موارد كاربردي:
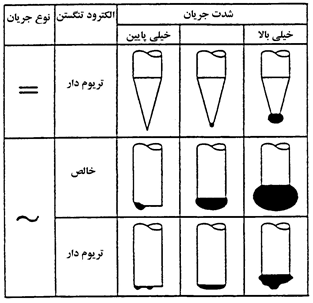
الکترودهاي EWTh-2و EWTh-1 براي کاربرد هاي DCEN طراحي شده اند . در طول جوشکاري نوک اين الکترود ها تيز باقي ميماند که اين حالت مخصوصا براي جوشکاري فولاد ايده آل است. معمولا براي جريان متناوب (AC) الكترودهاي سريوم دار به تريوم دار ترجيح داده ميشوند. چرا که حفظ گردي نوک الکترود ها که يکي از ضروريات جوشکاري با جريان AC است ، بدون ايجاد شکاف روي الکترود تريوم دار، ممکن نيست. شكل 1 تاثير نوع و شدت جريان را بر شكل نوك الكترود تنگستن نشان ميدهد.
شكل 1- تاثير نوع و شدت جريان بر شكل نوك الكترود تنگستن
گسيل يون حرارتي ( ترمويونيک ) در تنگستن پس از آلياژ شدن با مقداري اکسيدهاي فلزي که نقش چنداني در کار ندارند بهبود مي يابند. بنابراين ، اين الکترود ها بدون بروز هرگونه نقصي ، ميتوانند سطوح جريان بالاتر را نيز کنترل نمايند. اكسيد تريوم بيشترين تاثير را در افزايش ظرفيت جريان مستقيم در حالت الكترود منفي دارد. اين موضوع را ميتوان در جدول 2 مشاهده كرد.
البته اگرچه افزودن اكسيد تريوم به الكترودهاي تنگستن، گسيل الكترون آنها را افزايش داده و دماي نوك الكترود را كاهش ميدهد، اما همچنان حرارت ناشي از مقاومت الكتريكي، ظرفيت جريان را محدود ميسازد، بطوريكه در جريانهاي بسيار بالا، الكترود بيش از حد گرم شده و نوك آن ذوب ميشود.
جدول 2- مقايسه جريان مورد استفاده براي الكترودهاي تنگستن خالص و تريوم دار

* W: الكترود تنگستن خالص WT: الكترود تنگستن تريوم دار
مسايل ايمني:
مهمترين وجه تمايز كاربردي الكترودهاي تنگستن تريوم دار با انواع ديگر الكترودهاي تنگستن در مسايل ايمني آنست. تريوم يك ماده فلزي نسبتا سنگين با راديواكتيويته ضعيف است كه بطور طبيعي در محيط وجود دارد. در حقيقت مقدار كمي تريوم در خاك و صخره ها وجود دارد. تتشعشع تريوم بر اساس انتشار ذرات آلفا ميباشد اما مقدار كمي اشعه بتا و گاما نيز توليد ميكند. مقدار راديواكتيو موجود دراين ماده خطري براي سلامتي انسان ندارد چرا كه متوسط تشعشع ساليانه كه كاربران از طريق الكترودهاي تنگستن تريوم دار دريافت ميكنند حدود 0.3% حد مجاز آن براي كاربران مرتبط با راديواكتيويته ميباشد. ذرات آلفا نميتوانند از پوست بدن و يا حتي برگه كاغذ عبور كنند، در نتيجه مقدار پرتوگيري بيرون بدن از اين الكترودها حداقل است. از طرفي بدليل سنگين بودن نسبي اين الكترودها، جوشكاران معمولا تمايلي به حمل همزمان بيش 3 يا 4 عدد از آنها را ندارند كه اين تعداد پرتو دهي قابل توجهي ندارد.
احتمال پرتوگيري دروني نيز در خلال اجراي جوشكاري در اغلب محيطها قابل صرف نظر كردن است چراكه نرخ مصرف اين الكترودها حين جوشكاري بسيار كم است. اما چنانچه جوشكاري در محيطي بسته و براي مدتي طولاني انجام شود، بايد اقدامات پيشگيرانه انجام گيرد. کاربر بايد در اين رابطه با کارشناسان ايمني مشورت نمايد .
با توجه به اينكه بر اساس دستورالعملهاي استاندارد نوك اين الكترودها براي اجراي جوشكاري مناسب توسط سنگ اصلاح ميشوند، تنفس يا بلعيدن ذرات جدا شده ميتواند باعث پرتوگيري دروني (Internal Radiation Exposure) گشته و بسيار خطرناك باشد. لذا بايد دقت خاصي در اين زمينه صورت گيرد. در هنگام سنگ زني نوك الكترود ترجيحا بايد ماشين سنگ زني حفاظ دار با سيستم تهويه موضعي به كار گرفته شده و جوشكار از ماسك فيلتر دار ساده استفاده نمايد، مگر اينكه مصرف الكترود خيلي كم (كمتر از 20 الكترود در سال) باشد. سيستم تهويه موضعي بايد به گونه اي تنظيم شده باشد كه ذرات ناشي از سنگ زني مستقيما به كيسه هاي مصرفي منتقل گردند. همچنين در صورتيكه ماشين سنگ زني داراي حفاظ ديد نباشد، جوشكار بايد از عينك ايمني مناسب استفاده كند. جابجايي و دفع اين ذرات بايد دقت كافي صورت گيرد تا از پراكنده شدن آنها در فضا جلوگيري شود. محل سنگ زني و اطراف آن بايد بطور روزانه با جاروبرقي قوي تميزكاري شود. درصورتيكه جاروي مورد استفاده از قدرت كافي برخوردار نباشد بايد با مرطوب كردن مواد از انتشار آنها در هوا جلوگيري شود. جوشكاران بايد بعد از اتمام كار سنگ زني دستهاي خود را بطور كامل بشويند. لذا بايد محل شستشوي مناسبي در نزديكي محل سنگ زني تعبيه گردد.
هنگامي كه از الكترودهاي تنگستن تريوم دار استفاده نميشود بايد آنها را در مكان مناسبي نگهداري كرد. شرايط نگهداري بستگي به تعداد الكترودها دارد. بدليل اينكه مصرف اصلي اين الكترودها در اثر سنگ زني ميباشد تعداد الكترودي كه كاربران در انبار خود نگهداري ميكنند كم بوده و بسته به حجم و نوع كار معمولا بين 10 تا 250 عدد ميباشد. براي نگهداري اين تعداد الكترود بايد از جعبه هاي فلزي با برچسب خطر تشعشع استفاده شود. حمل و جابجايي الكترودها در بسته هاي فلزي خطري ندارد. براي مواردي كه تعداد بالايي الكترود را نگهداري ميكنند، بايد اتاق مجزايي براي انبار آنها درنظر گرفته شود. خصوصيات حفاظتي ديوار اتاق بيش از حد لازم بوده و باتوجه به اينكه فضاي اتاق بايد خيلي كم باشد، استفاده از كابينتهاي فلزي ضرورتي ندارد.
نكات زير ميتواند به عنوان راهنماي مناسبي در زمينه كاهش خطر كار با الكترودهاي تنگستن مورد استفاده قرار گيرند.
كاهش خطر
nدر صورت امكان از انواع ديگر الكترودهاي تنگستني استفاده كنيد.
nاطلاعات مندرج در MSDS الكترود را بخوبي مطالعه و از درك مفاد آن اطمينان يابيد.
nاز يك سيستم جمع آوري ذرات مناسب هنگام سنگ زني الكترود استفاده نماييد.
nبهينه سازي و بررسي متناوب سيستم تهويه جهت اطمينان از كارآيي لازم.
nتوسعه و اجراي استاندارد و دستورالعمل كار با الكترودهاي تريوم دار شامل دستورالعملهاي نگداري، سنگ زني و تميزكاري و دور ريزي ضايعات الكترود.
nآموزش جوشكاران در زمينه جوشكاري، سنگ زني، بهداشت فردي و ايمني
چگونگي رفتار با ذرات ايجاد شده
nذرات ايجاد شده در اثر سنگ زني بطور منظم و با دقت جمع آوري گردد.
nدفع ذرات و الكترودهاي ضايعاتي به دقت و بر اساس دستورالعملهاي ملي يا بين المللي دفع ضايعات خطرناك صورت گيرد.
پرتوگيري دروني ناشي از تريوم ميتواند موجب بروز سرطان جهاز هاضمه و يا ريه گردد، هرچند كه با توجه به موارد فوق الذكر احتمال آن بسيار كم است. بعنوان مثال انستيتو جوش دانمارك تخكين زده است كه بين 1200 نفر جوشكار TIG تمام وقت پس از 30 سال كار، احتمال ابتلا به سرطان صفر تا سه نفر وجود دارد. اما با اينحال برخي كشورها نسبت به جايگزين كردن اين الكترودها اقداماتي نموده اند. از جمله انستيتو جوش دانمارك توصيه كرده كه تا جاي ممكن از الكترودهاي نوع ديگر استفاده شود و كشور سوييس نيز استفاده از اين نوع الكترودها را منوط به دريافت مجوز از اداره بهداشت عمومي دولت آن كشور كرده است.
استانداردها:
استانداردهاي متفاوتي در ارتباط با كدگذاري، روشهاي استفاده و همچنين مسايل ايمني الكترودهاي تنگستن تريوم دار وجود دارد كه در ادامه ليست تعدادي از پركاربردترين آنها آورده شده است:
- AWS Safety & Health Fact Sheet No.27, ” Thoriated Tungsten Electrodes”, Oct. 2003.
- BS EN ISO 6848:2004 Arc welding and cutting. Non consumable tungsten electrodes.
- BS EN 1011-4: Welding – Recommendations for Welding of Metallic Materials. Part 4: Arc Welding of Aluminium and Aluminium Alloys.
- ANSI/AWS A5.12:1998 Specification for Tungsten and Tungsten Alloy Electrodes for Arc Welding and Cutting
- IIS/IIW-VIII 1582-91 Estimated Radiation Doses From Thorium and Daughters Contained in Thoriated Welding Electrodes
- IIS/IIW VIII 1702-93 Health Aspects in the Use of Thoriated Tungsten Electrodes.
منابع:
- سعيد قدرتي، “راهنماي كامل جوشكاري آرگون GTAW“، شركت اورين.
- H.Kearns, “AWS Welding Handbook“, Vol.2, 7th ed.
- AWS Safety & Health Fact Sheet No.27, “ Thoriated Tungsten Electrodes“, Oct. 2003.
- امير حسيني كلورزي، “الكترودهاي تنگستن تريوم دار“، وبلاگ مهندسي جوش، weldeng.net .
- -Ing. Winkler, “The Welding Engineer’s Current Knowledge“, SLV Duisburg, 2004.
- TWI FAQ, “The use of thoriated tungsten electrodes”, www.twi.co.uk, 2006.
- Health and Safety Executive OC 564/6,“thoriated tungsten electrodes”, 1995.
- “Welding Rods (Thoriated Tungsten Electrodes)”, Integrated Environmental Management, Inc, 2001.
- John Norrish, “Advanced Welding Processes”, UK, 1992.
- Heinrich KUNZ Georges PILLER, “Substitution of Thoriated Tungsten Electrodes in Switzerland”, ECNDT, 2006.
برای دریافت متن کامل مقاله با فرمت pdf میتوانید از لینک زیر استفاده نمایید.

اگر این مطلب را مفید یافتید در صورت تمایل میتوانید از پایگاه علمی مهندسی جوش حمایت کنید:
حامیان پایگاه





1 دیدگاه. ارسال دیدگاه جدید
بسیار عالی و جامع بود.متشکرم