

این مقاله در” فصلنامه جوشکاری، شماره 73، تابستان 1393 ” به چاپ رسیده و از سوی نویسنده برای بازنشر در اختیار این سایت قرار گرفته است.
جوشکاری ورق هایی با ضخامت 0.3 میلیمتر توسط فرایند جدید CMT
مهندس علیرضا ولی زاده
با ورود جوشکاری به عنوان روشی جدید در اتصال مواد، امکان پیوستگی بین بخش های یک سازه تا حدی برقرار شد که قسمت های مختلف آن یکپارچه شدند و انسجام ساختاری بر کل ساختمان سازه حاکم گشت. اما فرایندهای رایج جوشکاری محدودیت هایی نیز به همراه دارند، به طور مثال امکان اتصال دو قطعه با اختلاف دمای ذوب بسیار زیاد توسط فرایندهای ذوبی رایج وجود ندارد و یا دو ورق با اختلاف ضخامت زیاد را نمی توان توسط این فرایندها به یکدیگر جوشکاری نمود. با پیشرفت علم جوشکاری، جهت پر نمودن این خلا از فرایندهای جوشکاری غیرذوبی کمک گرفته شد، البته چنین فرایندهایی نیز سرعت جوشکاری کم و هزینه تمام شده بسیار زیادی داشتند. برای جوشکاری این قطعات باید حرارت ورودی کمی در واحد طول وارد قطعه شود. سال 2005 شرکت فرونیوس[1] روش جدیدی را برای جوشکاری در چنین شرایطی به بازار معرفی نمود که قابلیت صنعتی شدن داشت.
تکنولوژی انتقال فلز سرد[2] روش صنعتی جدیدی است که در واقع فرایند تکمیل شده جوشکاری قوس فلزی با گاز[3] می باشد که ویژگی اصلی آن تغییر از حالت گرم به سرد و از حالت سرد به گرم با سرعت بسیار زیاد است. در واقع انتقال قطره بر پایه حالت جوشکاری قوس فلزی گازی مدار کوتاه[4] در جوشکاری قوس الکترود گاز صورت می گیرد. البته باید توجه داشت که استفاده از کلمه سرد در نام این فرایند جدید با توجه به دمای دیگر فرایندهای جوشکاری است. با کمک این فرایند که توانایی اصلی آن در کنترل حرکت فلز پرکننده است، جوشکاری و لحیم کاری سخت توسط روبات فرایند جوشکاری قوس فلزی با گاز، بدون پاشش و برای ضخامت های بیشتر از 3/0 میلیمتر انجام می شود. انتقال فلز سرد، فرایند جدیدی است که تولید انبوه آن پس از پنج سال تحقیق انجام شد و هنوزهم بیشتر تولیدات آن در حال پیشرفت هستند. شکل 1 تصویر کلی دستگاه جوشکاری انتقال فلز سرد اتوماتیک را نشان می دهد.
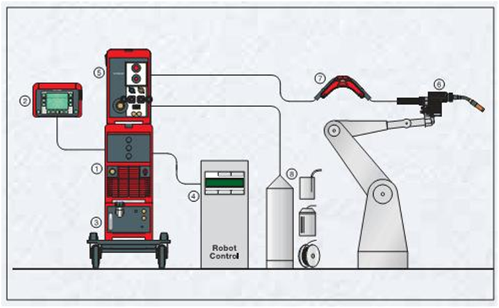
شکل1- تصویر کلی دستگاه جوشکاری انتقال فلز سرد اتوماتیک.
کنترل فرایند توسط حرکات مفتول
در فرایند انتقال فلز سرد، برای اولین بار در کل فرایندهای جوشکاری، حرکات مفتول جوشکاری به عقب و جلو، کنترل کننده فرایند جوشکاری است. قسمت تنظیم کننده فرایندهای دیجیتال بخشی از دستگاه است که در هنگام اتصال کوتاه، مفتول را عقب کشیده و قطره مذاب را خارج می نماید. تمام این عملیات به صورت دیجیتال کنترل می شود. این مورد اولین تفاوت اصلی با فرایندهای معمول جوشکاری به صورت انتقال غوطه ور[5]است.
کاهش حرارت ورودی
دومین تفاوت فرایند انتقال فلز سرد، انتقال فلز در هنگامی است که جریان مدار قطع می باشد. ابتدا مفتول به جلو حرکت می کند و بلافاصله پس از برقراری اتصال کوتاه به صورت خودکار عقب کشیده می شود. به این طریق حرارت تنها در زمان بسیار کمی، در هنگام برقراری قوس وارد قطعه می شود. پس از این مرحله حرارت ورودی بسیار کاهش می یابد و همین طور شرایط مکررا از حالت گرم به سرد و سرد به گرم تغییر می یابد.
انتقال فلز بدون پاشش
سومین تفاوت اصلی فرایند انتقال فلز سرد، انجام جوشکاری بدون پاشش است. حرکت رو به عقب مفتول موجب جدا شدن قطره از منطقه جوش در هنگام اتصال کوتاه می شود. هنگامی که اتصال کوتاه کنترل شده و در مدت زمان بسیار کمی انجام می شود، انتقال فلز بدون پاشش صورت می گیرد.
دیگر مزیت های کاربردی فرایند جوشکاری انتقال فلز سرد شامل موارد زیر است:
جوشکاری و لحیم کاری بدون پاشش مذاب.
اتصال فولاد و آلومینیوم
جوشکاری ورق های نازک، (با ضخامت بیشتر از 0.3 میلیمتر)
جوشکاری پاس ریشه اتصالات شیاری که نیاز به پشت بند دارند.
هماهنگی کامل سامانه دستگاه جوشکاری با فرایند انتقال فلز سرد
پیش از عملی شدن اجرای فرایند انتقال فلز سرد، قسمت های مختلف سامانه دستگاه جوشکاری مطابق نیازهای آن باید طراحی و ساخته شوند. طراحی ویژه تغذیه کننده مفتول، مشخصه فرایند انتقال فلز سرد است که از لحاظ تکنولوژیکی اهمیت زیادی دارد.
در این سامانه دو تغذیه کننده مفتول به صورت مجزا از یکدیگر وجود دارند که دیجیتالی کنترل می شوند. یکی در جلو و دیگری پیش برنده روباتیک ویژه در عقب است که مفتول را تا سرعت 70 بار در ثانیه به جلو وعقب می برد. این سرعت را باید با پیش برنده معمولی(SyncroPlus) که تنها 5 بار در ثانیه، مفتول را به جلو وعقب می برد مقایسه نمود. تغذیه کننده اولیه (VR 7000 CMT) مفتول را از پشت هدایت می کند. تغذیه کننده جلویی (Robocta Drive CMT) بدون دنده است و با یک سرو موتور با جریان متناوب عمل تغذیه مفتول را انجام می دهد. این تغذیه کننده مفتول، تغذیه دقیق و با فشار تماسی ثابت را ضمانت می نماید. آنچه در این سامانه جدید است، مستقل عمل نمودن torch hosepack و امکان تغییر سریع، بدون نیاز به دوباره شروع کردن TCP (tool centre point) می باشد.
به علاوه، یک میانگیر مفتول(wire buffer)، نیز بین دو تغذیه کننده استفاده می شود. که وظیفه آن جدا نمودن دو مفتول از یکدیگر و افزایش ظرفیت ذخیره مفتول است. در شرایط ایده آل، میانگیر مفتول روی برقرار کننده تعادل نصب می شود، اما روی سومین محور روبات نیز قابل نصب است. باید این نکته را ذکر نمود که برای قراردادن مفتول در میانگیر مفتول، تنها باید در آن را باز نمود، قرقره قدیمی را خارج کرد، مفتول جدید را قرار داد و در را بست.
پیکربندی دستگاه جوشکاری انتقال فلز سرد
همان طور که پیش از این ذکر شد، فرایند جوشکاری انتقال فلز سرد، روشی جدید است. به همین دلیل در مقایسه با دیگر دستگاه های دیجیتال جوشکاری، ویژگی های جدیدی در این سامانه وجود دارد. در این سامانه، تمام قسمت های دستگاه مطالعه شده، برای کار در دستگاه جوشکاری انتقال فلز سرد بهینه سازی شده و برای کار با یکدیگر هماهنگ شده اند. شکل 2 تصویر کلی دستگاه انتقال فلز سرد دستی را نشان می دهد، اما باید توجه داشت که تغییرات مختلفی در طراحی دستگاه قابل اجرا هستند.
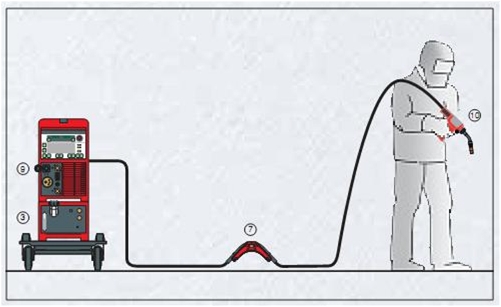
شکل2- تصویر کلی دستگاه انتقال فلز سرد دستی.
اجزای اصلی دستگاه جوشکاری انتقال فلز سرد
1- واحد منبع قدرت TPS 3200/4000/5000 CMT
کنترل این قسمت کاملا دیجیتال، با میکروپروسسور و منبع قدرت دیجیتالی اینورتر GMA (320، 400 و 500 آمپر) به همراه مجموعه عملیاتی ویژه فرایند انتقال فلز سرد قرار دارد.
2- واحد کنترل RCU 5000i
قسمت کنترل با صفحه نمایشی کاملا متنی، اطلاعات جوشکاری با عمل کرد Q-Master را نمایش داده و دستور دادن به آن آسان است.
3- واحد سرمایش FK 4000 R
واحد قدرتمند سرمایش، قسمتی قابل اعتماد از مجموعه است که تضمین کننده سرد شدن بهینه مشعل جوشکاری روبات بوده و با آب خنک می شود.
4- رابط روبات
قسمت رابط روبات مناسب تمام روبات های آنالوگ و field-bus است.
5- واحد تغذیه کننده VR 7000 CMT
قسمت تغذیه کننده دیجیتالی مفتول برای کار با تمام انواع بسته بندی مفتول مناسب است.
6- Robacta Drive CMT
این قسمت دارای مشعل جوشکاری روبات فشرده به صورت دیجیتال کنترل می شود، بدون دنده بوده و دارای سرو موتور AC دینامیک است. که برای تغذیه دقیق مفتول با فشار تماسی ثابت طراحی شده.
7- میانگیر مفتول
این قسمت جدا کننده دو مفتول از یکدیگر بوده و ظرفیتی مضاعف برای ذخیره مفتول فراهم می آورد. این ظرفیت اضافی برای صعود در متعادل کننده و یا محور سوم روبات استفاده می شود.
8- واحد تامین مفتول
کاربردها
فرایند انتقال فلز سرد استاندارد جوشکاری جدیدی را تعریف نموده و مناسب صنعت خودرو، هوافضا و سازه است. به ویژه در فرایندهایی که کاملا اتومات هستند و در آنها از فلز پرکننده استفاده می شود کاربرد گسترده ای دارد. با استفاده از فرایند انتقال فلز سرد، کاربردهای جدیدی در جوشکاری ایجاد می شوند.
کاربردهای خاص این فرایند شامل جوشکاری تمام ورق های نازک با ضخامتی بیشتر از 0.3 میلیمتر، لحیم سخت ورق های گالوانیزه و برای اتصال فولاد به آلومینیوم است. شکل3 اتصال جوش شیاری بدون استفاده از پشت بند ورق AlMg3 با ضخامت 3/0 میلیمتر را نشان می دهد. اما باید توجه داشت که فرایند انتقال فلز سرد، شرایط کاری جوشکاران را نیز تسهیل می نماید، به طور مثال پاشش مذاب کمتر بوده و نیازی به استفاده از پشت بند نیست و یا در شرایطی لازم بود که از دو فرایند مختلف جهت ایجاد یک اتصال استفاده شود نیز می توان تنها از فرایند انتقال فلز سرد استفاده نمود.

شکل3 – اتصال جوش شیاری بدون استفاده از پشت بند ورق AlMg3 با ضخامت 3/0 میلی متر.
قیمت تمام شده، تعمیرات و نگهداری، ایمنی
استفاده از روش انتقال فلز سرد موجب می شود که دیگر به انجام بعضی از اقداماتی که تاکنون ضروری بوده اند نیازی نباشد. به طور مثال عدم پاشش موجب می شود که هزینه مضاعفی برای تمیز کردن سطوح پس از جوشکاری پرداخت نشود. امکان جوشکاری شیاری ورق ها بدون هزینه های خرید و نصب پشت بند فراهم می گردد. علاوه بر این، امکان پل زدن بین فاصله های زیادی که بین لبه ها وجود دارد، مدیریت فرایند را بهبود داده و استفاده از روبات را تسهیل می نماید.
دستگاه جوشکاری انتقال فلز سرد، امکان تبدیل شدن به دستگاه جوشکاری قوس فلز با گاز و جوشکاری قوس فلز با گاز پالسی را هم دارد. تمام مزایایی که دستگاه های دیجیتال جوشکاری قوس فلز با گاز دارند به طور کامل در دستگاه جوشکاری انتقال فلز سرد نیز وجود دارد. باید توجه داشت که در این دستگاه مسیر تجهیزات گازی تا مشعل جوشکاری به نحوی طراحی شده است که هیچ گونه نشتی در این سامانه وجود نداشته باشد. دستگاه جوشکاری فلز سرد، نسبت به فرایندهای مشابه از امنیت کاری بیشتری نیز برخوردار است. به طور مثال به دلیل عدم وجود جرقه، بخارهای سمی جوشکاری نیز کمتر تولید می شود.
حداقل حرارت ورودی
فرایند انتقال فلز سرد فاصله دقیق مکانیکی را بدون توجه به طبیعت قطعه کار مشخص کرده و حتی جوشکاری موادی که اتصال آنها دشوار است نیز امکان پذیر می نماید. علاوه بر این با افزایش کارایی و قابلیت اطمینان فرایند، جوشکاری اتومات نیز امکان پذیر می شود. مزیت دیگر این فرایند، حرارت ورودی کم آن در مقایسه با فرایندهای مرسوم جوشکاری ذوبی است. تغییر حرارت مداوم از گرم به سرد و بالعکس موجب کاهش حرارت ورودی شده و به این طریق حتی اتصال ورق های نازک نیز امکان پذیر می شود. در روش های رایج این خطر وجود دارد که ورق ها بیش از حد جوشکاری شوند و یا اصلا اتصال برقرار نشود. در حالی که در فرایند انتقال فلز سرد، انتقال هدفمند فلز پرکننده، شرایط را برای ایجاد پلی انعطاف پذیر فراهم می آورد.
یکی از دلایل کیفیت خوب اتصالات در فرایند انتقال فلز سرد در واقع توانایی این فرایند در پر کردن فاصله ریشه و پیچش کم قطعه است. به علاوه تکنولوژی ایمنی بالایی که این فرایند از آن استفاده می کند، امکان مکانیزه کزدن و استفاده از روباتها را به آسانی فراهم می آورد. از فرایند انتقال فلز سرد برای اتصال قطعات بزرگ دیواره واگن قطار به سقف آن استفاده می شود. پیش از این از فرایند قوس فلزی با گاز و قطعات ضخیم برای ساخت این سازه استفاده میشد. اما امروزه با وجود استفاده از فرایند انتقال فلز سرد، حتی حفاظت از قطعات گالوانیزه در مقابل خوردگی نیز به خوبی انجام می شود. زیرا آلیاژ فلز روی به نصبت بسیار کمتری در مقایسه با دیگر فرایندها بخار شده و به این طریق حفاظت بهتری در مقابل خوردگی ایجاد می نماید.
در گذشته با استفاده از فرایندهای جوشکاری که وجود داشتند، در بسیاری از موارد با وجود آن که از نظر طراحی به قطعه ای نازک نیاز بود، از قطعات ضخیم استفاده میشد تا جوشکاری آنها امکان پذیر گردد. اما امروزه با استفاده از فرایند جوشکاری انتقال فلز سرد، امکان استفاده از قطعات نازک نیز فراهم شده است.
مراجع
1-The CMT Process, A Revolution in Materials-Joining Technology, Brighton: Fronius USA LLC, 2004.
2-CMT: Cold Metal Transfer, MIG/MAG dip-transfer arc process, Brighton: Fronius USA LLC, 2007
3-CMT: Cold Metal Transfer,MIG/MAG dip-transfer process for automated applications. Brighton: Fronius USA LLC, 2004
4-A Feasibility Study of “Cold Metal Transfer” – Gas Metal Arc Welding (CMT-GMAW) Nickel Base Superalloy Inconel 718™, Timothy Patrick Hasselberg, MSc Thesis, Rensselaer Polytechnic Institute, 2009
[1] Fronius
[2] Cold Metal Transfere – CMT
[3] Gas Metal Arc Welding – GMAW
[4] Short circuit gas metal arc welding
[5] dip-transfer

اگر این مطلب را مفید یافتید در صورت تمایل میتوانید از پایگاه علمی مهندسی جوش حمایت کنید:
حامیان پایگاه




